Благовещенский собор Московского Кремля
Один из древнейших храмов Московского Кремля стоит на краю Соборной площади на бровке Боровицкого холма. Много веков...
Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что перед началом работы надо надеть спецодежду, а именно:
замшевые и (или) брезентовые перчатки; фартук или халат; ; кирзовые ботинки.
Светофильтр для маски подбирается индивидуально для каждого человека, в зависимости от чувствительности глаз к свету, толщины электрода и мощности тока. Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Перед началом работы надо тщательно очистить обрабатываемую поверхность от загрязнений, ржавчины или масляных пятен. Только так можно рассчитывать, что качественно будут проведены сварочные работы, видео уроки по которым размещены на нашем сайте.

(видео) начинается с выбора электрода. Как правило, его толщина должна равняться толщине детали. Также выбор зависит от используемого материала.
Для стали лучше всего подходят форматы АНО и УОНИИ и категории 1, 2 и 3.
Легированные виды стали нуждаются в электродах 1Y, 2Y и 3Y. Цифры, при этом, прямо пропорциональны прочности наплавляемого шва.
Для цветных металлов подбираются соответствующие электроды. А вот и силумин не поддаются обычной сварке. Также новичкам не следует браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта работы.
После подсоединения электрода к инвертору необходимо выставить силу тока, которая указана на корпусе аппарата для различных видов материалов.
Урок сварки для начинающих (видео) показывает, что нельзя слишком быстро подносить электрод к обрабатываемой поверхности, потому что это приводит к залипанию.
Перед началом сварки следует к изделию подключить клемму массы, после чего можно начинать процесс сварки.

Сварка видео уроки учат, что подносить электрод к обрабатываемым деталям надо под углом к поверхности, который составляет 700. Затем стоит несколько раз слегка ударить по поверхности для . После этого электрод надо отвести от поверхности металла на расстояние, равное диаметру электрода, и начинать формировать ванну. Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Просматривая сварочные работы (видео уроки), особое внимание стоит обратить на то, что дуговой промежуток не должен изменяться. Это самое главное и сложное, чему надо научиться начинающим сварщикам. Дело в том, что во время сварки электрод постепенно уменьшается в размерах, и необходимо его постоянно опускать.
Когда зазор меньше нормы, то основной металл не успевает прогреваться, и сплавление поверхностей будет некачественным. При большом зазоре дугу трудно удерживать на месте и управлять наплавляемым металлом. При сохранении постоянного зазора формируется качественный и аккуратный шов, гарантирующий надёжное соединение деталей.

Сварка видео уроки показывают, как правильно выполнять круговые или зигзагообразные движения электродом, чтобы сформировать правильный шов. Если двигать ванну поперёк, то при недостатке металла могут оставаться подрезы, представляющие собой небольшие канавки по краям шва, расположенные ниже уровня поверхности. Уроки сварки инвертором (видео) помогут избежать таких ошибок и научат использовать силу дуги для управления ванной. Основная идея состоит в том, что чем больше наклон электрода, тем более выпуклым будет шов, и наоборот.
После остывания сварочного шва с него аккуратно удаляют окалину при помощи молотка, как показывают видео на нашем сайте.

После окончания сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля на герметичность и обнаружения скрытых дефектов. К ним относятся наплывы, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие.
Сварка видео уроки помогут понять причины возникновения брака. Это могут быть скачки напряжения в сети, неверно выбранный угол наклона электрода, проскальзывание в подающих роликах сварной проволоки, изменение скорости сварки во время формирования шва и другие.
Сейчас многие желают научиться азам сварочных работ. Это может всегда пригодиться в быту. Сварка для начинающих не требует профессиональных навыков и специальных знаний. Такого уровня достаточно для работ в гараже или на хозяйственном подворье.
Изучая основы сварки, нужно использовать электроды, диаметр которых не более 3 мм.
В первую очередь, для того чтобы освоить ручную сварку, следует приобрести аппарат сварочный и запастись электродами. Их должно быть как можно больше, поскольку они будут часто портиться до тех пор, пока не получится первый положительный результат. Изучая основы сварки, лучше использовать электроды диаметром в 3 мм. Более тонкие применяются специалистами для работы с тонким металлом, а толстые перегружают электросеть.

Универсальный и самый простой тип соединения металлических поверхностей — метод ручной дуговой сварки. Он заключается в переходе электрического тока из источника с образованием дуги между электродом и обрабатываемым материалом. При такой технологии сварки горение обмазки на поверхности электрода обеспечивает выделение газа, который не допускает контакта обрабатываемой области с кислородом из воздуха.
В любом пособии по сварке указано: первое, чему следует научиться, это правильное ведение сварочного шва. Поэтому введение содержит информацию о применяемом оборудовании. Среди источников питания выделяют следующие конструкции:

Для тех, кто изучает основы сварки, третий вариант — оптимальный выбор. Сваривать металл можно полуавтоматом. Часто при этом используется сварочная проволока.
После того как оборудование приобретено, нужно предварительно обеспечить себя защитой от вредных воздействий. Техника безопасности при сварке требует наличия специальной маски, защищающей кожу лица и глаза, со встроенным светофильтром, подобранным в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и особенности зрения сварщика. Порядок сварки подразумевает собой точное следование правилам безопасности.
Для того чтобы пользоваться сваркой, из спецодежды следует выбрать брезентовый фартук или костюм с огнеупорной пропиткой, а также краги из спилка. Обувь должна быть прочной и устойчивой.
Вернуться к оглавлению
Во время сварки электрод нужно держать над поверхностью металла. Образующийся при этом промежуток называют дуговым. Контроль над ним особенно важен при работе, поэтому его следует освоить в первую очередь. Электрод опускают, потому что он расходуется, продвигаясь в направлении шва. Постоянно удерживайте на одинаковом уровне зазор между металлом и краем рабочего инструмента. Варить электродами нужно аккуратно, чтобы не испортить расходный материал.
Особенности работы:

Технология сварки током заключается в следующем: во время прохода сквозь зазор дуга создает сварочную ванну, перенося в нее расплавленный металл, находящийся на поверхности электрода. В случае когда значение тока недостаточно, основной металл не прогреется, а электрод будет идти быстрее сварочной ванны. При большем показателе тока дуга проникнет в металл на определенную глубину, отталкивая его назад. Когда значения оптимальные, ванна растекается и имеет тонкие края, поэтому ее можно расширять и двигать при помощи электрода, контролируя рабочий процесс.
Установки тока часто меняются в зависимости от технологии сварки и дополнительных опций. Например, свойства толстого металла, основанные на рассеивании тепла, потребует большего значения тока. Для меньшей толщины нужен не такой высокий уровень. Точная установка показателей тока для того, чтобы правильно варить, будет зависеть только от того, как поведет себя ванна. Поэтому начинать нужно с рекомендаций производителя, а после этого экспериментировать с уменьшением или увеличением силы тока.
Заканчивая шов, перед тем как убирать электрод, нужно сделать чуть большее наплавление металла.
Это поможет избежать всплеска из нижних слоев шва, который приведет к возникновению кратера. Для этого достаточно сделать один круг, а после чиркнуть в обратную сторону направления шва.
Вернуться к оглавлению
Поступление как постоянного, так и переменного тока из источника питания в направлении электрода и металла обеспечивает образование дуги, удерживает ее. Такой тип ручной сварки с прямой полярностью производят при подсоединении анода к изделию. При подключении полюса отрицательного значения делается сварка с обратной полярностью.

При сварке руки и лицо должны быть защищены.
Металл, из которого состоит стержень электрода, под воздействием дуги расплавляется вместе с его покрытием, а также с поверхностью свариваемого изделия. С этого момента электродный материал представляет собой капли в шлаке, которые поступают внутрь сварочной ванны, смешиваются с обрабатываемым металлом.
Величина ванны находится в прямой зависимости от следующих критериев:
Стандартная величина ванны находится — 6 мм в глубину, 8-15 мм в ширину и 10-30 мм в длину.
Расстояние между двумя активными участками (на сварочной ванне и конце электрода) называется длиной дуги. В процессе плавления покрытия вокруг дуги и ванны образуется слой газа, который вытесняет кислород из рабочей зоны, не дает ему воздействовать с расплавленным материалом.
Шлак, который покрывает капли металла электрода, а также сварочной ванны, не допускает воздействия атмосферного воздуха на обрабатываемый материал. Постепенное удаление дуги обеспечивает кристаллизацию металла, отчего образуется соединительный шов, покрытый слоем затвердевшего шлака.
К преимуществам этого вида сварки относится следующее:
Из недостатков выделяются низкая производительность относительно других типов сварки, вредные условия и необходимость квалификации работника при высоких требованиях к качеству.
Не обязательно знать все о сварке, для простых бытовых ситуаций достаточно соблюдать правила и основные требования к работе.
Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных работ. Именно поэтому мастера хотят освоить как можно больше технологий.
Одной из наиболее востребованных является сварка. Практика показывает, что электросварка для начинающих проста и доступна любому, кто хочет научиться ее использовать.
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000 градусов С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей. Определимся, какому из них отдать предпочтение.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост. Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.

Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения. При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200А.
Дополнительные функции оборудования могут облегчить работу для новичка. Из таких приятных «бонусов» стоит отметить Hot Start, что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
Функция Anti-Stick автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв. Функция Arc Force увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.

Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется. Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место. Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам.
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.

В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений. После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.

Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Чтобы получить качественный шов, нужно научиться поддерживать, а затем и перемещать дугу. Особенно влияет на качество длина электрической дуги. Если она больше 5 мм, то считается длинной. В этом случае происходит азотирование и окисление расплавившегося металла. Он разбрызгивается каплями, шов при этом получается пористый и недостаточно прочный. При слишком короткой дуге может произойти непровар.

Электродный стержень может двигаться по разным траекториям. С опытом каждый сварщик выбирает «свой» вариант, а чаще комбинацию нескольких движений
Для выполнения сварки используются разные методики. Подробно рассмотрим основные.
Самый распространенный и простой способ соединения деталей. При толщине металла до 0,8 см используется двусторонняя сварка. Для соединений из металла тоньше 0,4 см выполняется только односторонняя сварка. Для работы выбираются электроды, диаметр которых равен толщине металла. Если она превышает 8 мм, сварку проводится с разделкой кромок. При этом угол разделки составляет порядка 30°.
Сварка выполняется в несколько проходов. Желательно использовать съемные подкладки из стали или меди во избежание прожогов. Первый проход выполняют электродом малого диаметра, не более 4 мм. В процессе выполнения первого шва очень важна его точность и глубина провара. После его наложения за кромками не должно быть проплавленного металла.
Для второго и всех последующих проходов используют электродные стержни большего диаметра. Их выбирают для качественного заполнения выемки, образовавшейся между кромками. Электрод медленно двигают вдоль шва, выполняя при этом колебательные движения, как бы раскачивая электрод из стороны в сторону, чтобы полностью заполнить пустоты расплавленным металлом.
Опытные сварщики утверждают, что хороших результатов можно добиться, если сваривать углы «в лодочку». Это означает, что соединяемые детали устанавливаются под углом в 45° или другим. Таким образом обеспечивается максимально качественное проплавление стенок изделия, а опасность подреза и непровара уменьшается. Такой способ сварки позволяет за один проход наплавлять швы большого сечения.

Мастера напоминают, что сваривая угловое соединение таврового типа, поджигать электрическую дугу следует только на горизонтальной плоскости
Различают два вида сварки «в лодочку» – в симметричную и в несимметричную:
Угловые соединения могут быть таврового типа, поэтому необходимо научиться, как правильно и без ошибок сваривать металл электросваркой в несколько проходов. Использование одного прохода возможно только в том случае, когда свариваются простые конструкции со сторонами, которые образуют угол 45° при угловом шве. Диаметр электрода в этом случае не может превышать толщину металла больше, чем на 0,15-0,3 см.
Стандартная многопроходовая тавровая сварка выполняется следующим образом. Для первого прохода берется электрод большего диаметра, чем те, что выбраны для последующих проходов. Например, используется электрод, размеры которого варьируются в пределах от 0,4 до 0,6 см.

Некоторые сварочные швы выполняются в несколько проходов. При этом размер электрода для первого прохода и для всех последующих отличается
Сварка проводится плавно, без поперечных колебательных движений. При выполнении остальных проходов они обязательно выполняются. Важно, чтобы амплитуда колебаний находилась в пределах допустимой ширины шва. Еще один значимый момент. При выполнении тавровой сварки углового соединения электрическую дугу следует всегда поджигать на полке, расположенной горизонтально.
При выполнении своими руками электросварки углов можно применять нахлесточный тип соединения. В этом случае свариваемые детали располагаются одна на другой с нахлестом. Дуга при прямой по полярности сварке должна быть короткой, при обратной – максимально короткой. Направляют дугу точно в корень соединения.
В процессе сваривания необходимо выполнять электродом небольшие по амплитуде возвратно-поступательные движения. Таким образом удастся равномерно разогреть всю область соединения. В этом случае сварочная ванна равномерно наполнится, и шов получится выпуклый и полноразмерный.
Швы, направленные вертикально, выполняют только короткой дугой. Рабочая сила тока при этом должна быть на 10%-20% меньше, чем в процессе выполнения сваривания деталей в нижнем положении. Эти требования легко объяснимы. Меньшая сила тока предполагает, что расплавленный жидкий металл не станет стекать из сварочной ванны. Меньшая по размеру дуга более удобна в работе.

Сварка вертикальных швов имеет свои особенности. Они объясняются тем, что в таком положении жидкий металл может стекать по шву. Поэтому должен быть правильно выбран сварочный ток и угол наклона электрода
Опытные сварщики предпочитают варить вертикальные швы по направлению снизу вверх. Дугу поджигают в самой нижней точке будущего шва. После чего готовят небольшую горизонтально расположенную площадку, размеры которой соответствуют сечению будущего шва. Затем медленно продвигают электродный стержень вверх. При этом обязательно выполняются движения поперек соединения.
Они могут быть в виде елочки, угла или полумесяца. Последний вариант наиболее прост в выполнении. Кроме того, важно соблюдать правильное положение электрода. Теоретически лучше всего выполняется провар, если стержень расположен перпендикулярно шву, то есть горизонтально.
Практика показывает, что в таком положении электродного стержня жидкий металл стекает по шву. Чтобы этого избежать, угол наклона стержня выбирают в пределах 45°-50°. Это оптимальный при вертикальной сварке вариант. Для сваривания деталей в направлении снизу вверх выбирают электроды, диаметр которых не превышает 0,4 см.
В домашних условиях часто приходится вспоминать, как заваривать электросваркой металлическую трубу. Сбоку детали обычно выполняется вертикальный шов, по окружности – горизонтальный. Трубы из стали сваривают встык. Все кромки обязательно хорошо провариваются.
Для того чтобы наплывы внутри трубы были минимальны, электрод подносится к изделию под углом не больше 45°. Ширина шва должна составить 0,6-0,8 см, высота – 0,2-0,3 см.

Сваривание труб проводится различными швами и на разных участках. В зависимости от толщины стенки детали и ее расположения выбирается диаметр электрода и тип шва
Перед началом сварочных работ соединяемые детали тщательно очищаются. Осматриваются торцы трубы. Если они деформированы, их выправляют или обрезают. Затем зачищают до металлического блеска кромки деталей изнутри и снаружи на расстояние как минимум 1 см от края. Затем приступают к сварке.
Стык сваривают не прерываясь до тех пор, пока он полностью не заварится. Для неповоротных стыков труб со стенками шириной до 0,6 мм выполняется два сварочных прохода, для изделий со стенками шириной от 0,6 до 1,2 см – три прохода, для деталей со стенками шире 1,9 см – четыре прохода. При этом каждый последующий шов накладывается только после того, как с предыдущего снята окалина.
Наиболее важно качество первого шва. В процессе его выполнения должны полностью расплавиться все притупления и кромки. Трещин, даже самых маленьких, быть не должно. Если они есть, их выплавляют либо вырубают. После чего фрагмент снова заваривается. Аналогично выполняется сварка поворотных труб.
Электрическая сварка –это сложный процесс и не всегда все идет гладко. В результате ошибок в работе швы и соединения могут иметь различные дефекты, среди которых:
Это наиболее часто встречающиеся дефекты сварочных швов, но могут быть и другие.
Особенности сваривания труб:
Как правильно выбрать сварочный инвертор:
При желании любой домашний мастер сможет освоить азы сварки. Это не так уж и сложно. Потребуется терпение, аккуратность и, безусловно, точное исполнение всех инструкций. Все будет намного проще, если процесс освоения нового навыка будет проходить под руководством опытного специалиста.
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
Также для сварки полуавтоматом потребуется приобрести бобину со специальной и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Для практической работы необходимо подготовить:
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.

Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.

Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, . Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.

Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.

Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.

Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 - 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
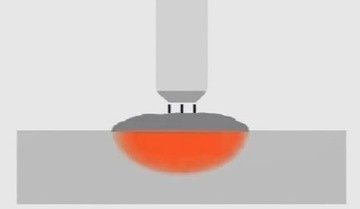
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять - личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
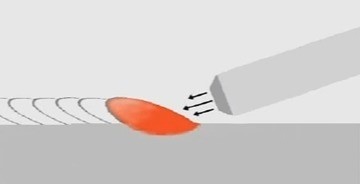
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.

При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем)
большое спасибо!!!
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
Спасибо, статья очень понравилась и комментарии тоже
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.

Один из древнейших храмов Московского Кремля стоит на краю Соборной площади на бровке Боровицкого холма. Много веков...

10 августа в возрасте 63 лет умер Александр Коровников - депутат Госдумы от Новгородской области, член фракции "Единая...

Как вкусно и необычно приготовить груши на зиму, чтобы угощать всю семью морозными днями ароматным и витаминным летним...
[арам. ; греч. Βαρνάβας] († ок. 57), ап. от 70 (пам. 11 июня и в Соборе 70 апостолов). Считается основателем Кипрской...

Ну что, пора начинать готовиться к новогодним праздникам? Даже не знаю, существует ли более рождественское основное...

Увиденная во сне невеста символизирует наивность и чистоту помыслов в реальной жизни. Она может быть в обуви, фате, на...
Я хочу подарить Вам самую сильную молитву от колдовства и порчи, что есть у меня. Я никогда и нигде не видела...

несколько толкований. церковь – Вас икона, значит, ваши к веселью и жизненному опыту. (Например, и...

Говоря о покупке недвижимости за границей, часто упоминают о достопримечательностях страны, о ее истории и...

Копченый сыр прекрасно сочетается с сырой морковью, и именно с таким сыром салат получается более нежным....

Профессионалы кулинарии небезосновательно считают, что луковый соус – это универсальная подлива к мясным,...

Калорийность: 1450 Белки/100г: 11 Углеводы/100г: 15 Если вы любите чизкейк, но содержание калорий в этом...
Выписка из Единого государственного реестра юридических лиц (далее – ЕГРЮЛ) является документом, содержащим...

Это очень успешный человек, подающий надежды.К вершинамВячеслав Лысаков - самый обычный, из народа, с добрым...

10 августа в возрасте 63 лет умер Александр Коровников - депутат Госдумы от Новгородской области, член фракции...

Как вкусно и необычно приготовить груши на зиму, чтобы угощать всю семью морозными днями ароматным и витаминным...