What is wave-particle duality?
Wave-particle duality of light means that light simultaneously has the properties of continuous electromagnetic...
Production structure of the enterprise– these are all production units in the aggregate (services, workshops), as well as types of relationships between these elements. It is influenced by the type and range of manufactured parts, the type and forms of production specialization, and the features of technological processes.
At the same time, it is technological processes that are the most important parameter on which the entire production structure of the enterprise organization depends.
The structure of an enterprise's production activity is determined by a number of factors that are considered important economic indicators. We are talking, in particular, about the quality of manufactured goods, the growth of labor productivity, the amount of production costs, the efficiency of distribution and use of resources.
The production company performs key functions:
The production organization itself decides how to distribute and use the goods produced, the resulting profit remaining after deducting taxes and other obligatory payments.
Quite often in the modern world, new companies appear and existing ones expand. These processes are greatly influenced by the following factors:
Production organizations, together with their teams, are the main links in the formation of a chain of sectoral and territorial complexes, the formation of departments and ministries. In the national economic complex, manufacturing companies are the main elements.
In accordance with the law of the Russian Federation, an enterprise operating in the production sector is fully responsible for its activities and all processes occurring in it. The organization’s activities should not interfere with the normal operation of other companies or negatively affect the living conditions of people living in nearby areas.
Let us note that government authorities do not have the right to interfere with the implementation of the administrative and economic functions of the company. Government authorities can only control how lawfully a company carries out business activities, propose various solutions and require management to follow current legislative norms.
The production structure of an enterprise varies. However, all manufacturing companies essentially perform the same job - produce and sell goods.
The structure of the enterprise’s production system for normal functioning must consist of:
The direction of work, scope of activity and production volumes in the company are determined by the composition, technological profile, scale of workshops, areas, workshops where the production process is carried out.
During production, products go through several stages. Each stage is technologically homogeneous work, and it is they that are the basis for dividing production into various processes. Specialists of different profiles and qualifications are responsible for each process.
Why a company is doomed if it doesn't have a mission
The more closely it is related to the type of activity of the company, the more effective the mission. For example, the mission of Google in the early stages of its development was: “Organizing the world’s information, providing universal access to it and the rights to use it.” The company was solving exactly this problem, so this mission served as its true guide.
Find out how to choose the strategically correct mission for your company in the article in the electronic magazine “General Director”.
Every manager is interested in ensuring that the production and production structure of the enterprise are successful. The organizational and production structures of the enterprise must be built intelligently. The quality of its activities depends on this, among other things.
The rational design of the production process is very important here. This can be achieved by identifying the most efficient production structure, without forgetting about the characteristics of the company.
What are the characteristics of the enterprise's production structure? The structure of a company is the ordered and interconnected elements in the aggregate. The relationship between them is stable, ensuring the functioning and development of the components as a single structure.
The production structure of the enterprise includes basic elements in the form of workshops, sections and workplaces.
Types of production are distinguished by how the production process is organized. Here we can mention the following production departments:
A workshop is a key production unit, administratively separated, specializing in the production of certain components, parts, or carrying out work that is identical in purpose or technically homogeneous.
There are always several sections in the workshops. Such areas are workplaces grouped according to a certain characteristic.
The workshops are divided into auxiliary and main production units. Auxiliary workshops are designed to provide conditions for the normal operation of the main ones. As for the main ones, there the products are turned into goods ready for sale.
There are also service workshops that provide the above (main and auxiliary) vehicles, warehouses and technical support.
That is, the production structure of the enterprise consists of main, auxiliary, service units and production facilities.
There are 2 groups of production departments (workshops, sites).
1. Main production workshops, where products are directly manufactured for sale. The formation of main divisions is carried out in accordance with the company profile. The formation process is also influenced by specific types of goods, scale and production technologies.
The main tasks of the main workshops are: manufacturing products within precisely specified deadlines, reducing production costs, improving the quality of goods, finding and applying solutions for the rapid restructuring of the production process in connection with the changing market situation and customer needs. The solution to all these problems is facilitated by rational specialization and placement of workshops, their cooperation and ensuring proportionality of the production process from the first to the last operation.
Workshop specialization can be:
The main workshops can be:
The tasks of the blank shops include the initial shaping of products (such departments, among other things, make up the production structure of the enterprise; divisions cut blanks, do stamping, casting and other similar work).
Processing shops perform mechanical, thermal, chemical-thermal, galvanic processing of parts, weld them, varnish them, etc.
The tasks of assembly shops are assembly, regulation, adjustment, testing of components from which the finished product is subsequently assembled.
2. Auxiliary and service workshops, whose main task is to service production processes and solve various problems directly within the company.
The main task of auxiliary workshops is to create all conditions for a continuous work process in the main production.
Auxiliary are workshops and production areas that:
The structure of the enterprise's production activities serves as the basis for the development of a master plan, that is, the production location of services and departments, communications and routes in the plant. Let us note that it is very important to ensure the direct flow of material flows. The location of the workshops must correspond to the production stages.
If the company operates in the industrial sector, the production structure may be:
In an enterprise with a subject structure, new main workshops and their sections are built according to the following principle: each department is assigned responsibility for the manufacture of a particular part or a certain group of spare parts.
As a rule, the subject structure is preferred to be used by assembly and mechanical assembly shops of factories that produce products in large volumes or products in large series.
An example of such a structure in a car production enterprise is workshops that produce chassis, engines, gearboxes, and bodies; at a plant for the construction of machine tools - workshops that produce spindles, shafts, body parts, beds.
If we are talking about a shoe manufacturing company, an example of a division where the subject structure of production activities is applied is the welt shoe workshop, etc.
The subject structure has many serious advantages. The main advantages are to limit the form of communication between production departments, shorten the paths for moving components, simplify and reduce the cost of inter-shop and shop transport, reduce the duration of the production cycle, and increase the responsibility of specialists for the quality of work.
As part of the subject structure, workshops are equipped with the necessary equipment during the technological process, and in the manufacture of products they use machines, stamps, tools, and devices with high productivity. Thanks to all the measures listed above, the enterprise’s production volumes are increasing, and the cost of manufactured parts is decreasing.
The technological production structure of the enterprise presupposes a clear division along technological lines. So, at a plant with such a structure there is a foundry, mechanical, assembly, forging and stamping shops - that is, all departments are technologically separated from each other. Thanks to the creation of this structure, managing a site or workshop becomes much easier, as well as distributing specialists and restructuring production from one product range to another.
The technological production structure of the enterprise also has disadvantages. Thus, counter routes for the movement of components may arise, production connections between workshops may become more complicated, and costs for equipment readjustment may increase.
In addition, with such a structure, it is quite problematic to use high-performance special machines, tools and devices. Because of all this, labor productivity increases at a low rate, and the cost of products decreases.
A mixed (subject-technological) structure presupposes the presence at one enterprise of main divisions, the principle of organization of which is both subject and technological.
For example, the structure of procurement shops (forging, foundry, pressing) is usually technological, while mechanical assembly shops are subject-specific.
As a rule, companies with a mixed structure operate in the fields of mechanical engineering, light industry (furniture, footwear, clothing organizations) and in some other areas. Production built on this principle has a number of advantages. Transportation within workshops is carried out less frequently, the duration of the production cycle of products is reduced, labor productivity increases, and the cost of parts is reduced.
It is very important in what sequence the enterprise performs actions in the external and internal environment. His activity as a whole depends on this. Here it is necessary to consider time series, that is, the time values of the company’s access to the sources of its activities, and indicators on the basis of which one can judge the organization’s place in the market environment. To better understand how things are going today, you should compare the company’s indicators with the indicators of similar companies that are successfully operating at the moment. It is also necessary to record what the structure of the enterprise’s production activities is. The sequence of economic activity of the organization depends on this.
The company's economy should be formed as an economy of individual complex elements, if we consider this process from a structural point of view. How proportionally the links should relate to each other depends on the ratio of the production capacity of the workshops and sections combined to manufacture the final product.
The mixed (subject-technological) structure of production activity is increasingly used in enterprises, which allows saving living and material labor, using materials and raw materials in an integrated manner, and distributing financial resources most efficiently.
With the design and technological homogeneity of products, favorable prerequisites appear for deepening the company’s specialization, as well as for automated and continuous production of goods.
An important role in the structure of the enterprise is given to inventories that support the production process. Thanks in part to them, the organization functions. That is, if during production a shortage of certain materials or raw materials is discovered, production inventories compensate for the shortage. This contributes to the formation of a closed production cycle.
The primary link in organizing the production process is the workplace. This is an integral and key, inseparable part of the production process, which is served by one or more employees.
The company's performance indicators are largely determined by how jobs are organized and located in departments, how justified their number and specialization are, and how coordinated their interactions are.
When production specialists are assigned to jobs, groups, services or brigades are usually formed. The creation of teams is carried out with the aim of solving problems that involve joint activities.
A team may consist of workers with different qualifications, different professional areas and skills. The composition, as well as the organizational form of the team, which can be complex or specialized, is determined by the nature, complexity and characteristics of the production process, as well as the labor intensity of the work.
Groups, units, brigades form sectors and sections, and these, in turn, are connected into departments, workshops and laboratories. The last three elements form the structure of the organization.
The workplace at the enterprise is organized taking into account the characteristics of the production process and the type of work performed. The specialist’s workplace must fully comply with ergonomic and technical standards. Here is everything an employee needs, everything he needs in the process of work. The specialist spends most of his working time there.
The production cycle is the calendar period during which raw materials, workpieces or other processed products go through all stages of production or a certain stage of it, becoming finished products. The production cycle is expressed in calendar days or hours (if we are talking about low labor intensity of the product).
The most effective form of organizing production from an economic point of view is the continuous production process. The flow form of production is characterized by the following features:
Flow production and the production structure of the enterprise involve the implementation of such principles as:
In continuous production, the highest labor productivity, reduced production costs and a shortened production cycle are observed. The basis (primary link) of continuous production is the production line.
When production lines are designed and organized, indicators are calculated, work schedules, lines and methods for carrying out technological operations are determined.
The production line cycle is the period between the release of products (parts, assembly products) and the last operation or their launch into the first operation of the production line.
Tact calculation is carried out using such initial data as:
Formula for calculating the production line cycle:
r = Fd / Qout, Where
Fd = Drab*dcm*Tcm*kper*krem, Where
kper = (Tcm - Tper) / Tcm, Where
cream – calculated in a similar way.
In case of inevitable technological losses (planned yield of suitable parts or products), the formula for calculating cycle r is as follows:
r = Fd / Qzap, Where
Qzap = Qout*kzap, Where
k zap = 1/α.
The yield of suitable parts as a whole along the production line is determined as the product of the yield coefficients of suitable products for all operations of the line:
α = α 1 * α 2 *…* α n
Rhythm is the number of products that a production line produces per unit of time. Rhythm is also called the inverse of the beat.
The amount of production line equipment is calculated for each of the operations in the technological process:

The accepted quantity of equipment or workplaces for each operation Wpi is determined by rounding their estimated quantity Wpi to the nearest larger integer.
Using this formula, the load factor of equipment (workplaces) is calculated:
![]()
Backlog is a certain reserve in the production of materials, blanks, and assembly units. Thanks to reserves, processes on production lines proceed without interruption.
There are backlogs:
Synchronization is the alignment of the duration of a technological process operation in accordance with the cycle of the production line. The duration of the operation must be equal to or a multiple of the production line cycle. Synchronization methods include:
The highest form of continuous production process is an automated production process that combines the main features of continuous production and automated processes in it. Automated flow production and the production structure of the enterprise involve working according to the following scheme: equipment, units, devices and installations operate in automatic mode, according to a given program. Specialists monitor these processes and ensure that the work does not deviate from the scheme, and set up automated equipment.
Automation can be partial or complex. Partial automation is a process in which a production worker does not perform any technological processes. When transport and control operations are carried out when servicing equipment, manual labor is not used at all or is used partially.
If we are talking about complex automated production, people do not participate in processes such as creating products, managing the technological process, transporting parts, performing control operations, and eliminating production waste. The equipment is serviced manually.
A key element of automated production is automatic production lines (APLs).
An automatic production line is a complex of automated equipment that is arranged in accordance with the sequence of technological operations. All elements of the production line are connected by an automated transport system, as well as an automated control system. The main task of nuclear submarines is to ensure the automatic conversion of raw materials or workpieces into finished products. Each automatic line has its own types of products.
A specialist working on an automatic production line sets up the equipment, controls how it works, and loads the line with workpieces. So, nuclear submarines are characterized by:
Automatic complexes, the production cycle of which is closed, are automatic lines connecting automatic transport and loading and unloading devices.
Automated workshops (sections) consist of automated production lines, autonomous automated complexes, automatic transport, warehouse, management systems, automatic quality control systems, etc.
The market environment today is very unstable, especially for enterprises that produce a wide range of products. In this regard, it is necessary to increase the flexibility (versatility) of automated production to most fully satisfy the requirements, requests and needs of customers, and quickly and economically develop the production of new products.
Nuclear submarines become the most effective in the case of mass production. The rapid turnover of goods and the requirements for their low cost with good quality lead to contradictions. In particular:
When non-automated, that is, universal, equipment is used in production, the level of complexity of product production increases, therefore, the cost increases, which is completely unnecessary in modern market conditions. This problem can be solved by creating a flexible production system that combines all its elements:
It should be emphasized that the production structure of the enterprise is dynamic. Technical means, technologies, organization of labor and management activities are being improved. The structure of production is also improving, prerequisites for more intensive functioning and efficient distribution of resources appear.
The production structure of the enterprise depends on:
The shopless management structure of a manufacturing enterprise contributes to more advanced management of all its departments. In this case, the management and maintenance staff is also reduced, and accordingly, production costs are reduced.
A well-built, continuously improving production structure of the enterprise contributes to the proportional relationship of all departments, improvement of technical and economic indicators: levels of specialization and cooperation, uninterrupted production process, rhythm of creation and sale of products, more productive labor activity, improvement of the quality of goods, the size of unfinished production and normalized working capital. funds, the ratio of the number of personnel employed in management and production, the feasibility of using labor and financial resources.
The production structure of companies operating in different industries has its own characteristics, which are mainly influenced by the nature of the main production.
If we take textile factories as an example, their structure is mostly technological, where individual sections specialize in specific numbers and articles of yarn. Most textile production enterprises combine all technological processes, including weaving, finishing, and spinning, on one territory. However, some perform only one or two stages of creating the finished product.
The structure of metallurgical plants is usually technological, with rolling, copra, steel, and blast furnace shops. Metallurgical plants often include sinter plants and coke plants.
The production structure of enterprises operating in different industries has one common indicator. We are talking about how service and support departments are organized. A company in any industrial sector has workshops for the chief power engineer and chief mechanic, a warehouse and transport facilities. For a machine-building plant it is necessary to have a tool shop, for a textile factory - roller and shuttle workshops, which create tools for the main production.
Determining and organizing the structure of production is a very responsible task, which must be solved both when creating new and when changing existing companies.
Below are ways in which the overall production structure of an enterprise can be improved:
When ways to improve workshops and divisions are identified, the structure of the production department of the enterprise and the entire company as a whole improves, and work efficiency increases.
The main, auxiliary and service workshops must be in a rational ratio in order to increase the share of the main workshops in terms of the number of employees, the price of fixed assets and the size of the territories in which production is located. With rational planning, the company's master plan is sure to be improved.
Enterprises should wisely use available opportunities, resources, and market conditions in order to effectively plan their production. If a company manages to develop a plan that is optimal from the perspective of constantly changing market conditions, it has a greater chance of surviving and not losing ground in the external economic environment. In this regard, it is necessary to pay increased attention to material on planning the production process.
The master plan is the most important component of the project of a company operating in the industrial sector. The master plan comprehensively resolves issues related to the improvement and planning of the territory, how buildings and structures will be located, where transport communications and utility networks should be located, how economic and consumer services systems should be organized, what place the enterprise should occupy in the industrial hub or area.
The master plan must meet certain high requirements. Here are the main ones:
The main link in socialist industry is the enterprise. Each enterprise produces certain products needed by the national economy or population. For this purpose, enterprises have specialized equipment, technical means, the necessary staff, and funds to purchase raw materials, materials, fuel, and energy necessary for production.
Within the enterprise, depending on the range of products produced, the complexity of the technology and the scale of production, production units are distinguished. The main structural production unit of many industrial enterprises is the workshop.
A workshop is a production, administratively separate subdivision of an enterprise in which products are manufactured or a certain stage of production is performed. A workshop within an enterprise is a territorially isolated production area.
A significant number of small and medium-sized enterprises are built according to a non-shop structure; such enterprises are divided directly into production areas. Production areas are also allocated in large industrial workshops. There are the following types of workshops and production areas: main, auxiliary, service, secondary.
The main workshops produce the main products of the enterprise. The main workshops within an enterprise are usually formed according to the stages of the technological process (for example, foundry, mechanical, assembly as part of a machine-building plant) or according to the type of product produced (for example, workshops for the production of individual parts of an assembly).
Auxiliary workshops contribute to the production of main products by creating conditions for the normal operation of the main workshops, i.e., equipping them with tools, providing electricity, repairing equipment and other fixed assets of the enterprise (for example, a mechanical repair shop). Service workshops and farms carry out work to maintain the main and auxiliary workshops, transport and store raw materials, semi-finished and finished products, manufacture containers, etc.
Side shops are engaged in the use and processing of waste from the main production (for example, a consumer goods workshop). At the head of each plant, each factory is a director, appointed and dismissed by a higher organization. He is a trustee of the state and is endowed with certain rights. His responsibilities include managing all activities of the enterprise - planning, selection and placement of management personnel, technical control of product quality, etc. The director bears full responsibility for the implementation of the plan by the enterprise. The most important responsibility of the director when exercising leadership is to control state and labor discipline.
The planning department of the enterprise develops and controls long-term and current plans for the enterprise, and manages the preparation of plans in the workshops. coordinates the work of other departments of the plant management in developing individual sections of the long-term and annual enterprise plans.
The Labor and Wages Department organizes labor, wages and standardizes labor at the enterprise. The department develops and applies production standards and prices, monitors the implementation of established indicators for the number of employees of the enterprise.
The HR department manages the staffing of the enterprise. He or the personnel training department organizes the work of educational institutions at the enterprise, as well as various advanced training courses for workers.
Accounting keeps track of the use of funds allocated to the enterprise, monitors the progress of the plan, determines the cost of production, and monitors the state of finances in the enterprise. In large enterprises this is done by the finance department.
The supply department organizes the supply of production with all necessary materials, fuel, and tools. The responsibilities of the department also include monitoring the use of materials, organizing storage and issuing them to the workshops.
The sales department is in charge of the sale and marketing of finished products.
The technical control department carries out quality control of finished products. The task of this department is not only to control the quality of manufactured products, but also to prevent defects.
The capital construction department deals with capital construction issues at the enterprise. In small enterprises, capital construction is carried out by the enterprise mechanic.
Housing and communal services departments are organized at large enterprises where there are large public utilities and children's institutions. They manage the housing and welfare institutions of the enterprise.
An important part of the enterprise management work is carried out by technical management, whose tasks are to design new products and improve existing ones, develop and improve technological processes, and introduce new equipment, tools and devices. Technical management at the enterprise is carried out by the chief engineer, who is the first deputy director.
The technological department develops the process of manufacturing new products, improves it, and organizes work on drawing up a plan of organizational and technical measures.
Each workshop is headed by a workshop manager, who manages all production areas included in the workshop and helps the craftsmen in their work.
The head of the workshop organizes the production process in the workshop and leads the work on organizing labor, is responsible for the economic activities of the workshop and provides material incentives to workers.
The controls in the workshop are subordinate to the boss. The only exceptions are the technical control apparatus and the dispatch apparatus. Technical control bodies are usually subordinate to the technical control department (QCD) of the plant, and the dispatch apparatus is subordinate to the heads of workshops, but the instructions of the chief dispatcher of the plant on the timing and procedure for manufacturing products are mandatory for them.
The foreman is the direct organizer of production. He is responsible for fulfilling the production tasks of the site and organizes the uninterrupted operation of his site. The foreman is the full-fledged leader of his section. He manages the placement of workers, participates in the selection of personnel for the site, and has the right to impose disciplinary sanctions on workers subordinate to him. A special bonus fund is allocated monthly to a master in heavy industry. In large workshops, to assist craftsmen, technological bureaus are created to improve the technological process and control technological discipline.
Production control bureaus are created in large workshops to establish operational production tasks for production areas and workplaces. They draw up monthly, weekly and daily shift assignments, plan the loading of equipment, provide workplaces with work, and, together with the foreman, determine the order of work at each workplace.
The shop mechanic ensures the serviceability of the equipment, carries out small and medium repairs of the equipment using the workers at his disposal, and carries out ongoing supervision of its condition.
Work related to standardization and labor organization, economic planning, accounting and analysis of production activities of the workshop is carried out by the labor organization and standardization group. Such groups are created, as a rule, in large workshops.
100 RUR bonus for first order
Select the type of work Diploma work Course work Abstract Master's thesis Practice report Article Report Review Test work Monograph Problem solving Business plan Answers to questions Creative work Essay Drawing Essays Translation Presentations Typing Other Increasing the uniqueness of the text Master's thesis Laboratory work On-line help
Find out the price
The primary element of the production structure is the workplace - this is part of the production area of the workshop, equipped with basic equipment and auxiliary devices, objects of labor, served by one or more workers.
Types of jobs:
simple workplace (one piece of equipment, one worker);
multi-machine workplace - one worker services several types of equipment (usually operating in automatic mode);
complex workplace (typical for continuous production processes) - one unit or installation is serviced by a team of workers.
According to the level of specialization, workplaces are divided into specialized (a workplace is assigned to perform three to five detail operations) and universal (detail operations are either not assigned, or their number is quite large - more than 20).
The set of workplaces at which technologically homogeneous operations or various operations for the manufacture of one or two types of products are performed constitutes a production site.
Plots are created according to two principles:
1. Technological. The site consists of the same type of equipment (a group of lathes, a group of milling and drilling machines); workers on site perform a certain type of operation. There is no assignment to workplaces for the production of certain types of products. This type of site is typical for small-scale and single types of production organization.
2. Subject-closed. At such a site, various types of equipment are used, which are located along the technological process. Workplaces specialize in the manufacture of a certain type of product (parts). The site employs workers of various specialties. A variation of this type of section are production lines.
Several production areas are combined into workshops. A workshop is an administratively separate part of an enterprise, specializing either in the manufacture of products or parts of them, or in performing a certain stage of the production process. Headed by the head of the workshop.
According to their purpose, workshops are divided into:
1) basic - production of the main core products or a completed part of the production process. According to the stages of the production process, the main workshops are divided into procurement, processing and production;
2) providing - production of products auxiliary for their intended purpose for the main shops (tool shop, repair shop, energy sector, construction shop);
3) servicing - the provision of production services to both the main and supporting workshops (transport facilities, energy facilities, construction shops);
4) experimental - production and testing of mock-ups and prototypes of new types of products being designed;
5) auxiliary and collateral. Ancillary workshops include workshops that extract and process auxiliary materials, for example, a quarry for the extraction of molding earth, peat mining, a refractory workshop that supplies the main workshops with refractory products (at a metallurgical plant). Ancillary workshops also include workshops for the production of containers for packaging products. Side shops are those in which products are made from production waste, for example, a consumer goods shop. In recent years, the share of these workshops in the production structure has increased significantly;
6) auxiliary - cleaning the factory territory, growing agricultural products.
A workshop is an administratively separate part of an enterprise, specializing either in the manufacture of products or parts of them, or in performing a certain stage of the production process. Headed by the head of the workshop.
According to their purpose, workshops are divided into:
1) main - production of the main core products or a completed part of the production process. According to the stages of the production process, the main workshops are divided into procurement, processing and production;
2) providing - production of products auxiliary for their intended purpose for the main workshops (tool shop, repair shop, energy sector, construction shop);
3) servicing - provision of production services to both the main and supporting workshops (transport facilities, energy facilities, construction shops);
4) experimental - production and testing of mock-ups and prototypes of new types of products being designed;
5) auxiliary and collateral. Ancillary workshops include workshops that extract and process auxiliary materials, for example, a quarry for the extraction of molding earth, peat mining, a refractory workshop that supplies the main workshops with refractory products (at a metallurgical plant). Ancillary workshops also include workshops for the production of containers for packaging products. Side shops are those in which products are made from production waste, for example, a consumer goods shop. In recent years, the share of these workshops in the production structure has increased significantly;
6) auxiliary - cleaning the factory territory, growing agricultural products.
Depending on the type of specialization, the following types of production structure of the main workshops are distinguished:
· technological;
· subject (or component-assembly, if the enterprise specializes in the production of parts or assemblies for products);
· mixed (subject-technological).
In workshops with technological specialization, a certain part of the production process is performed. The products produced by the workshop change frequently and are not assigned to work stations. This type of industrial structure is the least effective compared to the subject and part-unit structure.
The subject or component-unit structure of the main workshops is typical for the mass production of products of a stable range; with this type of production structure, each workshop specializes in the production of one or several structurally similar products. In workshops, sections are created according to a subject-closed principle.
The most common is a mixed structure (subject-technological). Under it, procurement shops have a technological structure, processing shops have a component structure, and production shops have a component structure.
A production unit as an element of the production structure is a complex of specialized workshops that have an independent management structure (but do not have the right of a legal entity). A production unit is created in very large enterprises, holding companies, concerns; can operate as a branch (subsidiary JSC) while maintaining legal independence.
Printing house business plan
This section of the business plan describes in detail the types of goods and services that will be offered to customers in the market. There is a description of all types of goods and services to which the project is dedicated...
Features of labor standardization when organizing work
Transportation of agricultural goods on collective and state farms, according to the method of organizing the transport process, is divided into general transport and technological transport work...
The concept of enterprise structure, its characteristics
A workshop is an administratively separate part of an enterprise, specializing either in the manufacture of products or parts of them, or in performing a certain stage of the production process. Headed by the head of the workshop...
The concept of price and pricing policy of the enterprise
Based on a number of characteristics, prices are divided into separate types. Let's look at the main, widespread types of prices. 1). Types of prices depending on areas of trade Prices are affected by the type of trade in goods and services...
Calculation of production costs
In the service sector of the national economy, price differentiation is based on taking into account the characteristics of various sectors of the economy. Prices in this group are classified as follows: - Wholesale prices - prices...
Calculation of technical and economic indicators of the organization
Accounting for fixed assets is carried out in kind and in cash. The natural type of accounting is based on passport data of fixed assets, which record the time of acquisition or construction, contains the technical characteristics of the assets...
Retail price, its structure, government price regulation
Types of prices are divided depending on the areas of trade. Prices are influenced by the type of trade in goods and services through which goods are sold, the scale of trade operations and the nature of the goods sold...
Feasibility study of the enterprise's activities
In the economic activities of organizations and unitary enterprises, the following price system is used: - selling prices for industrial products; - Wholesale prices; - retail prices for consumer goods; - purchasing...
Pricing in catering establishments
In accordance with certain characteristics and depending on the formation mechanism, the following classification of prices for consumer goods can be made: 1. By the nature of service in the sphere of circulation - wholesale, purchasing and retail...
Prices and pricing in a market economy
Based on a number of characteristics, prices are divided into separate types. Let's look at the main, widespread types of prices. 1) Types of prices depending on areas of trade Prices are affected by the type of trade in goods and services...
Economic content of the main elements of the retail price
The abundance of prices under current conditions forms a single system, interconnected and interacting. When changes are made in the level of one price, the effects are found in the levels of other prices...
To carry out the main production process, it is necessary to carry out auxiliary and maintenance processes. In this regard, printing enterprises organize main, auxiliary, service departments and services, and side departments.
Main are workshops intended for the production of products of the main production, determined by the production program of the enterprise. For a printing enterprise, these are pre-press workshops (platform), printing, finishing, stitching and binding.
Auxiliary are workshops that contribute to the production of main products, creating conditions for the normal operation of the main workshops. These include mechanical repair, electrical repair, repair and construction, and energy workshops.
In mechanical repair shops, equipment is repaired, spare parts and replacement units are manufactured, existing equipment is modernized, and small-scale mechanization work is carried out.
In electrical repair shops, electrical equipment is repaired and spare parts are manufactured. In small enterprises, the electrical repair shop is not allocated as an independent structural unit; in the form of an electrical repair section, it is part of the mechanical repair shop.
The repair and construction shop carries out repairs of buildings and structures of the enterprise. At small enterprises, only a repair and construction team is organized.
The energy workshop provides the main production with electricity, heat, and compressed air.
Attendants workshops and facilities are created to service the main and auxiliary workshops. These include warehousing, which includes various types of warehouses (paper, materials, finished products), transport facilities (transport, loading and unloading equipment, garages, repair shops), sanitary facilities (plumbing, sewerage, ventilation, heating devices).
The composition of auxiliary workshops and service facilities of a particular printing enterprise is determined by the needs of the main production.
Side effects workshops are intended for the manufacture of products from waste from main and auxiliary production or for the recovery of used auxiliary materials for production needs. In printing enterprises, these are, as a rule, workshops that produce consumer goods from waste paper and waste paper.
The organization of the main production workshops is based on in-production specialization. Production shops of a printing enterprise can be created on the basis of technological or subject specialization.
Technological specialization of workshops consists in separating into independent production a certain part of the technological process - one or several technological operations. In this case, the same type of equipment is installed in the workshop, designed to perform the corresponding technological operation. In such workshops a wide range of semi-finished products are produced that are subject to further processing.
The increase in the scale of production is associated with the deepening of the technological specialization of workshops. For example, medium-sized printing houses have an offset printing shop; a large enterprise can have two workshops for sheet-fed offset printing and roll offset printing.
The technological form of specialization of workshops has its advantages and disadvantages. With a small variety of operations and equipment, the operational management of production and equipment maintenance are simplified, and greater opportunities are created to regulate the loading of equipment, which ensures greater clarity in production. This form of specialization also has some disadvantages. It complicates intra-production cooperation and planning, lengthens the production cycle, increases the volume of work in progress, increases the costs of transportation and storage of semi-finished products, and limits the responsibility of department managers for performing only a certain part of the production process.
Technologically specialized workshops produce certain semi-finished products (for example, folded notebooks), which are sent to adjacent workshops for further processing. Therefore, it is necessary to carry out clear operational scheduling to coordinate the production volumes of adjacent workshops and the timing of the transfer of orders from one workshop to another.
Subject specialization of workshops lies in the fact that all operations for the manufacture of finished products or individual parts of products of a narrow range are concentrated in one workshop. An example of such workshops can be newspaper and magazine shops of printing enterprises, in which the processes of manufacturing printing forms and printing, for example, newspapers or magazines, are carried out. The formation of newspaper workshops should be based on the structural and technological homogeneity of products, in which the workshops turn into subject-closed units. Thus, in the Press-1 printing house, all technological operations for the production of newspapers of various titles are carried out in the newspaper workshop.
The advantages of subject specialization of workshops compared to technological specialization are that inter-shop and intra-shop transportation is reduced, the duration of the production cycle is reduced, prerequisites are created for simplifying operational scheduling, and the responsibility of managers and performers for the production of high-quality products on time increases.
However, this form of specialization also has some very significant disadvantages. With subject specialization of workshops, it is necessary to equalize production capacities in accordance with the proportions determined by the nature and technological features of the product. When changing the production program, imbalances may arise, requiring a restructuring of the entire production structure. The creation of workshops specialized in the production of a limited range of products is advisable only for large production volumes.
Detailed form specialization is the deepening and development of the subject form. Its use in creating workshops for a printing enterprise is possible under conditions of a high level of product standardization, typification of technological processes, and large-scale production. An example of detailed specialization of workshops is the workshop for the production of binding covers.
At printing enterprises, a subject-technological (mixed) form of specialization can also be used to organize workshops. An example of a workshop using a mixed form of specialization is a stitching and binding workshop. The technological process makes it possible to process simple semi-finished products in areas and departments with a technological form of specialization (the section for assembling book blocks, the section for sewing book blocks), and complex semi-finished products - on production lines or specially designated subject areas (production lines for processing a book block).
The possibilities for using a mixed form of specialization are as follows:
Mixed form of specialization used in the creation of printing and bookbinding shops. It has all the disadvantages and advantages of the technological form.
The basis for organizing workshops at an enterprise are also forms of cooperation. Cooperation expresses production connections between workshops, carried out on a technological or organizational basis.
Technological cooperation is expressed in the fact that the division supplies another unfinished product (semi-finished product) for further technological processing. This form of cooperation is inherent in workshops with technological and mixed specialization, when processing of a semi-finished product begins in one workshop and continues in another. An example is the production connections of the printing and bookbinding shops, stitching and bookbinding shops.
Organizational cooperation involves production connections between workshops engaged in joint production, when each workshop produces a finished semi-finished product that does not require further processing. Organizational cooperation connects workshops with subject, including detailed and mixed forms of specialization. An example of organizational cooperation: production of printing plates by the pre-press workshop for the printing shop; production of covers by the cover shop for the stitching and binding shop. Organizational production relations require strict adherence to deadlines for the submission of semi-finished products to the assembly operation.

Wave-particle duality of light means that light simultaneously has the properties of continuous electromagnetic...

The role of biology is enormous in our world. Although it is not a priority subject, most students and parents...
Amines are organic derivatives of ammonia containing an NH 2 amino group and an organic radical. In general, the formula...

How to answer questions in Part BThe second part of the social studies work consists of 7 tasks with a short answer. Part B...
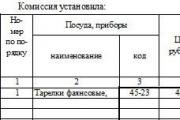
Form TORG-15 is drawn up in the case when during transportation, movement between and within a warehouse, during storage...

Nutritionists say that for good health and a slim figure, you must include snacks in your diet....

Delicious pickled carrots for the winter can be prepared in a variety of containers, it can be a wooden...

When I have a few minutes left to prepare breakfast, the simplest and fastest recipes are used....

An elegant table, a decorated Christmas tree, tangerine spirit spilled throughout all the rooms, soon the most magical holiday -...

Each of us has repeatedly faced financial difficulties and difficult periods in life when Fortune...
If you are new to magic, then it will be useful for you to get acquainted with the signs by which you can accurately...

SECRETS OF DREAMS Why does day follow night? What is life? What is death and what is sleep? These questions...

Main meaning: Whatever version of Madame Lenormand’s deck we take, we can definitely say that this is one of...

An example of a correct income tax return in 2017, download for free in excel the new current...

The role of biology is enormous in our world. Although it is not one of the priority subjects, most schoolchildren and...
Amines are organic derivatives of ammonia containing an NH 2 amino group and an organic radical. In general...